

Kontrol kartı uygulamaları ve Ön Kontrol (Pre-Control)
Üretim Proseslerinde, proses parametrelerini ve/veya kritik ürün karakteristiklerini kontrol kartları ile takip etmekteyiz. Proses kontrolün başarısı kullanıcısının verileri analiz edip karar vermesine ve zamanında müdahale edebilmesine bağlıdır. Xbar-R kartları üretim ve kalite mühendisleri için prosese ne zaman ve nasıl müdahale edileceği, gerektiğinde kontrol limitlerinin tekrar hesaplaması hakkında fikir vermesine rağmen, makine / ekipman kullanıcıları için uygulamada sıkıntı yaşatabilmektedir.
İstatiksel olarak proseste düzeltme yapabilmek için;
- Gerçek zamanlı etkin bir ölçüm sistemine,
- Müşteri/Mühendislik şartları ile uyumlu proses toleransına,
- Prosesi şartlarını ayarlama becerine sahip olmalıyız.
Kontrol altında olmayan prosesler için Proses kontrol uygulamaya çalışmak ayrıca bir tecrübe gerektirmekte; öncelikle prosesi kontrol dışına çıkaran değişkenlerin tespit edilip ortadan kaldırılması gerekmektedir. Proses kontrol uygulamaya başlamadan önce proses kontrol altına alınmalıdır. Kontrol altında fakat özel nedenler bağlı olarak değişken olan prosesler kontrol kartları yardımıyla, tanımlanmış kontrol limitlerine göre ayarlanabilir, kontrol altına alınabilir. Bu tip proseslerde Ön kontrol kartı sorunsuz olarak kullanılabilir.
Ön Kontrol (Pre-Control) Nedir?
1954 yılında liderliğini Dorian Shainin yaptığı bir grup üretim ve istatistik uzmanı tarafından esas olarak küçük hacimli üretimler için geliştirilmiş ve büyük hacimli üretim miktarları içinde başarı ile kullanılmıştır. Ön Kontrol, prosesin müşteri/mühendislik spesifikasyon limitleri arasında merkezlendiği ve toplam toleransın %50 sine dağıldığını kabul eder ve spek dışı sapmaları yakalamaya odaklanır.
Ön kontrol kartı,
- Ayar sonrası Üretimin ne zaman başlatılacağı,
- Ne zaman Prosesin tekrar ayar gerektirdiğini
- Örnekleme ile kontrole ne zaman başlanacağı
- Üretime devam edilme zamanlaması
Hakkında kullanıcıyı yönlendirir.
Ön kontrol proses yeterliliği hakkında tahminde de bulunmaz ve Ön kontrol kullanmak için proses yeterliliğini bilmek de gerekmez. Örnekleme ile kontrole başlamak için Gerek ve yeter şart ardaşık olarak alınan 5 adet kontrol numunesinin, spesifikasyon limitleri arasına merkezlenmiş ve toleransın % 50 sini kapsayan sınırları içine düşmesidir. Bu şartın gerçekleşmesi üretime başlamak için yeterlidir. Özellikle küçük hacimli üretimler için Ön kontrol kartı kullanmak çok avantajlıdır. Proses yeterliliğinin düşük olması durumunda ardı ardına 5 adet numunenin merkezde ve speklerin 50% sınırları içinde çıkması istatiksel olarak çok düşük bir olasılıktır. Böyle bir prosesten çıkan ürünlerin 100% kontrol edilerek onaylanması gerektirecektir. Ön kontrol, prosesin durumunu kolay ve hızlıca anlamamız sağlar, Prosesin ne zaman üretime devam edeceği, ayar gerektireceği ve durdurulup ayarlanması gerektiği hakkında karar verilmesini sağlar, alınmış olan aksiyonların etkinliği hakkında fikir verir.
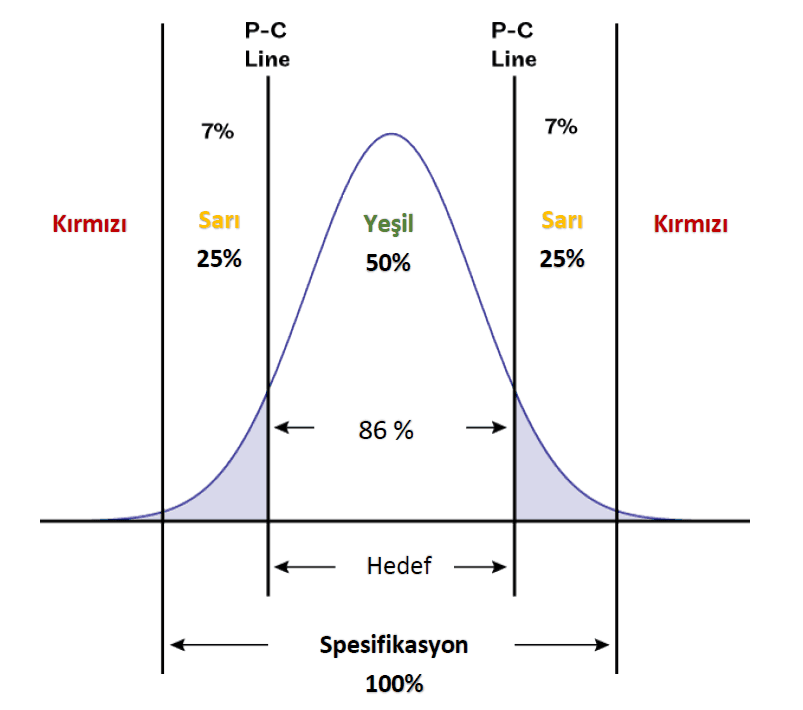
Spesifikasyon limitleri ( kontrol limitleri değil) 5 bölgeye ayrılır. Merkezde spek toleransının 50% sini kapsayan yeşil bölge, iki tarafında da spek toleransının 25% kapsayan sarı bölge ve spek limitleri dışında (sarı bölgenin dışında) Kırmızı bölge vardır. İki taraflı spesifikasyonlar için Yeşil bölge toleransın +/-50% sını kapsar ve yeterli bir proses için alınan ölçümlerin 86% sı yeşil bölgeye düşer ve sarı bölge her iki taraf dikkate alındığında 14% nü kapsar.
Ön Kontrol Kuralları
- Ön kontrol kartının oluşturulması; Spesifikasyon toleransını 4 eşit parçaya bölünür
- Prosesin başlatılması; Artarda ölçülen beş parça yeşil bölge içinde çıkmalıdır.
- Örnekleme;
İlk parça yeşil bölgede çıkarsa, ikinci ölçüme gerek olmaz prosese devam eder. Ölçülen parçalardan biri sarı diğeri yeşil bölgede çıkarsa üretime devam edilir. Ölçülen Her iki parçada sarı bölgede yada parçalardan biri kırmızı bölgede çıkarsa, değişkenliğin nedeni ortadan kaldırılmalıdır. Sonrasında tekrar ayar yapılır, ardışık 5 adet ölçümün yeşil bölgede gelmesi ile proses devam ettirilir.
Ön Kontrol Teorisi
Proses yeterliliği Cpk=1 olan, proses dağılımının spek toleransa denk olduğu ve proses ortalamasının tolerans ortalamasına eşit olduğu bir prosesi ele alırsak alınan verilerin 86% sı yeşil bölgede, verilerin 14%ü (7% + 7%), sarı bölgede olacaktır. Diğer bir deyişle her 14 ölçümden biri sarı bölgeye düşecektir. Artarda iki değerin sarı bölgede çıkma olasılığı 1/14*1/14=1/196 yani 0,51% olacaktır.
Kontrol kartlarının kullanım amacı prosesleri takip etmek ve özel nedenlere bağlı değişkenlikleri tespit etmektir. Bu nedenle istatiksel teknikler kullanarak proses yeterlilik analizi yapılmalı ve mümkün olan yerlerde, özellikle düşük hacimli üretim proseslerinde, hatalı ürün üretilmesi ve sevkinin önüne geçmek için Ön kontrol tekniği kullanılması önerilir.
Kaynaklar;
Jim L. Smith; Pre Control. 2009 Bhote, Keki R. and Bhote, Adi K., World Class Quality Carl Berardinelli, Using Control Charts